



Peu de temps après avoir publié mon test l’imprimante 3D à filament Anycubic Vyper dont je suis toujours aussi content, j’ai reçu un email de la marque me proposant de tester une imprimante à résine. Comme je n’ai aucune expérience en la matière et que je n’ai pas la place pour mettre en œuvre un atelier de ce type, j’ai passé mon tour. Expliquant à Anycubic préférer ne pas tester de produit de ce type dans ces conditions. Un peu de temps a passé et j’ai un copain qui a commencé à s’intéresser à l’impression résine. Comme j’avais déjà reçu une imprimante entrée de gamme de ce type par le passé, je lui ai fait parvenir et… au bout de quelques semaines, je lui ai proposé de tester – à ma place – un modèle plus récent et efficace. Anyvubic lui a donc fait parvenir l’imprimante en question et il s’est mis au travail. C’est ce test que vous allez pouvoir lire ci-dessous. Le test de la Anycubic Photon M3 Plus. J’avoue être ravi du contenu proposé ici par Florent, j’espère que vous le serez tout autant. Pierre.

J’ai une passion (partagée avec ma fille) pour les dinosaures. Familier avec la modélisation 3D de par mon activité professionnelle, j’ai récemment entrepris la création d’un mini musée de paléontologie en impression 3D et réalité augmentée. Équipé d’une vaillante Ender 3 Pro, de nombreux squelettes préhistoriques ont été imprimés et peints au fil des mois. Toutefois, la technologie FDM (filament) de cette imprimante me contraint à l’impression de modèles assez volumineux, où le niveau de détail est suffisant pour être retranscrit par les couches de filament. On oublie donc le Microraptor Gui et son crâne de moins de 10 cm de long…
Pour pouvoir imprimer de petits squelettes avec un maximum de détails et de réalisme, il faut se tourner vers la technologie utilisée par de nombreux amateurs de jeux de plateaux et autres minifigurines: la stéréolithographie (SLA), où le filament (FDM) est remplacé par une résine à polymérisation UV. Avec cette technique, il est possible d’imprimer de minuscules pièces avec un grand luxe de détails. Car la résolution dimensionnelle n’est que de quelques dizaines de microns.
C’est dans le cadre de ce changement de paradigme qu’Anycubic m’a fait parvenir un exemplaire de test de leur nouvelle gamme d’imprimante SLA, la Photon M3 Plus.
La Anycubic Photon M3 Plus dans son contexte
Il existe plusieurs variantes de cette technologie, mais le principe général reste le même : une source de lumière UV vient polymériser une couche de résine au fond d’un réservoir. Durcie par la lumière, cette couche est très légèrement décollée du fond. De la résine liquide vient donc prendre sa place, créant une interface entre la résine durcie et le fond du réservoir. A
nouveau, la source UV va solidifier cette nouvelle couche, collée à la première.
En procédant ainsi couche par couche, on va pouvoir construire le modèle à imprimer avec une très grande finesse : que ce soit par un jeu de miroirs ou un écran LCD agissant comme masque pour la source UV, chaque couche est définie et éclairée avec une grande précision selon un motif déterminé par le logiciel d’impression, le slicer.

L’impression SLA
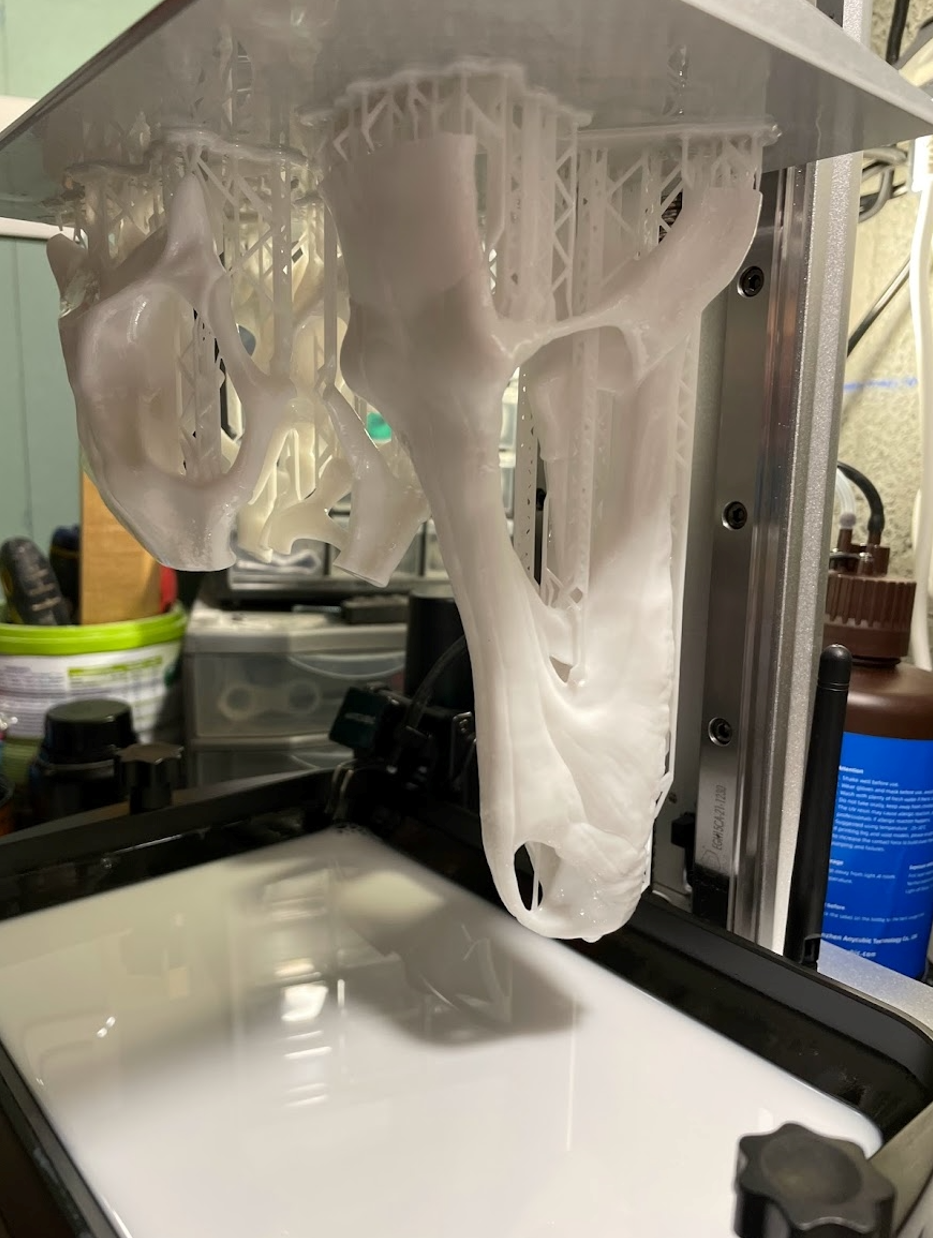
Par rapport à une imprimante 3D à filament, l’impression se fait dans “l’autre sens”, le modèle 3D émergeant lentement du réservoir au lieu de “pousser” sur le plateau chauffant. Le principal intérêt de la résine SLA dans mon cas repose sur le niveau de détails qu’elle permet d’atteindre. Dans certaines conditions, elle est également beaucoup plus rapide que le filament : pour la résine, la vitesse d’impression est principalement pilotée par le nombre de couches à imprimer. Mais celles-ci s’impriment toutes à la même vitesse (quelques secondes, le temps pour la résine de durcir), quelque soit la surface occupée sur le plateau, là où la buse d’impression qui dépose le filament doit parcourir d’autant plus de distance que la surface occupée est importante. Enfin, les pièces imprimées en résine présentent un aspect de surface bien supérieur à celui obtenu par FDM, ce qui dispense en grande partie des étapes d’enduit et de ponçage nécessaires pour faire disparaître les couches visibles d’une impression 3D.
En contrepartie, cette technique d’impression est assez salissante, avec une résine collante et toxique : gants et masque obligatoires, pas question de respirer les vapeurs de cette chimie particulière, d’autant que l’odeur est forte et entêtante. Il faut donc prévoir des kilomètres d’essuie-tout et une bonne ventilation. Enfin, les volumes d’impression sont également plus faibles en résine qu’en filament à prix équivalent. Les consommables (résine, écran LCD, film PTFE) sont aussi plus coûteux que les éléments des imprimantes 3D « traditionnelles ».
A prendre en compte
La Photon M3 Plus qui m’a été prêtée n’est pas ma première imprimante SLA : dans les semaines précédant son arrivée, j’ai eu l’occasion de me faire la main sur une Longer Orange 10 : cette toute petite imprimante, bien que rustique, m’a permis d’appréhender les bases sur la génération des supports, l’orientation des modèles pour une impression optimale, ainsi que de tester différents logiciels d’interface, les fameux « slicers ». Cette rusticité m’a également permis d’apprécier à leur juste valeur les améliorations de “qualité de vie” apportées par la Photon M3 Plus, détaillées plus loin, ainsi que son grand volume d’impression.
Unboxing et mise en route
La Photon M3 Plus arrive dans un carton traditionnel, renforcé par l’intérieur, parfaitement calfeutré de polystyrène afin de prévenir tout jeu pendant le transport. Il y en a tellement peu qu’il s’est avéré assez difficile d’extraire l’imprimante du carton sans l’aide d’un tiers. L’ensemble pesant une douzaine de kilo, l’opération n’est pas sans risque pour les orteils ou les lombaires si vous êtes seul pour l’extraire du colis.
 |
 |
 |
En sus de la machine et de son alimentation, on trouve dans l’emballage un film de protection supplémentaire pour l’écran LCD, une raclette métallique pour décoller les impressions du plateau, une raclette plastique pour racler le réservoir sans risque pour le film PTFE et les traditionnels consommables que sont les gants, masques, lecteur USB et carte MicroSD.
 |
 |
 |
La principale nouveauté de ce modèle vient du système de remplissage automatique de résine, accompagné de ses tubes en silicone, ainsi que l’antenne Wifi. Ces deux éléments -trois, avec le socle pour la bouteille de résine – se vissent au corps central de la machine.
 |
 |
 |
L’ensemble dégage une rassurante sensation de solidité : le corps métallique, l’absence de jeu dans le positionnement du plateau d’impression et du réservoir participent à cette première impression. La seule incertitude dans un montage somme-toute très simple viendra du film supplémentaire de protection de l’écran LCD: il n’était pas très clair qu’un tel film de protection était déjà en place, et qu’il n’était pas nécessaire de procéder à la pose de celui fourni. J’ai ainsi failli retirer celui installé en usine pour mettre celui de remplacement. Il est toutefois très appréciable d’avoir cette protection en place immédiatement : le film PTFE du réservoir étant susceptible de finir par se percer, le risque de voir la résine finir sur l’écran LCD si celui-ci n’est pas protégé est bien présent.

Le « leveling1 » se fait très simplement, de façon classique sur ce type d’imprimante : on dévisse les 4 vis du plateau d’impression, on met celui-ci en appui forcé contre l’écran avec le papier fourni par Anycubic entre les deux, et on re-visse.

Après vérification du bon fonctionnement de l’écran et de la source UV (procédure très simple détaillée dans les menus du grand écran tactile), le réservoir est mis en place. On peut alors imprimer la première impression de test. Comme toujours, elle est fournie sur le combo lecteur USB/carte MicroSD.
J’avais initialement prévu de faire cette impression dans mon bureau. Mais il n’était pas possible d’ouvrir ou de fermer l’imprimante à l’emplacement que j’avais prévu pour elle : pour des raisons de poids et de simplicité, Anycubic est resté sur un capot acrylique qui s’enlève par le haut, là où d’autres marques ont préféré un système de portes à l’avant. Bien que plus complexe et plus lourd, un tel système permet l’utilisation dans une armoire ou une étagère, ce qui n’est pas le cas de la Photon M3 Plus: il faut prévoir un espace dégagé d’un mètre de haut au-dessus du plan de travail pour pouvoir retirer le capot confortablement. Impossible dans le bureau, l’imprimante est directement partie pour son emplacement final : le garage !
Une précision toutefois: si vous envisagez de faire de même, sachez que les résines n’aiment pas le froid et qu’il est conseillé d’imprimer à des températures comprises entre 20 et 30°C. En hiver, il me faudra chauffer la résine avant utilisation.
Pour la première impression de test, le système de remplissage par résine a été installé mais pas activé : le réservoir est rempli directement, à l’ancienne. Une demi-bouteille de résine y passe. Une seconde bouteille, pleine, est branchée sur le système de remplissage pour les prochaines impressions.
 |
 |
La résine
Concernant la résine, Anycubic m’a fait parvenir 2 kilos de leur résine lavable à l’eau, de couleur blanche : en comparaison avec une résine classique nécessitant de l’IPA2 pour être nettoyée, le confort d’utilisation est incomparable et l’odeur bien moins entêtante. Ma méthode de nettoyage pour cette résine :
• Rincage des impressions avec support sous le robinet, eau très chaude (>60°C). Cela permet de retirer les supports très facilement à ce stade.
• Une fois les supports retirés, un nouveau nettoyage à l’eau tiède et savonneuse est effectué, avec une brosse à dent douce. Sans ce second rinçage, les impressions peuvent garder une sensation “collante” tant qu’elles ne sont pas “passées sous un bain d’ultraviolets.

• Un dernier rinçage à l’éthanol peut être envisagé pour un aspect encore plus “doux” au toucher des impressions.
Il semble toutefois que cette résine peine à fournir le niveau de détails que peuvent atteindre des résines classiques spécialisées. Si vous visez l’impression de miniatures avec un maximum de détails, tournez-vous alors vers celles-ci.
Trois heures et 1000 couches plus tard, le petit cube Anycubic est terminé. Quelques supports à retirer après un nettoyage à la brosse à dent savonneuse sous l’eau tiède et on peut admirer le niveau de détail ainsi que l’aspect de surface. Quand on vient de l’impression FDM, c’est toujours saisissant. L’absence de lignes visibles ou des artefacts typiques des impressions filament saute aux yeux, de même que la finesse des éléments que l’on peut imprimer sans voir le résultat s’effondrer sous l’effet de la gravité et de la vitesse de refroidissement du plastique.
Cette impression de test a permis de vérifier en une petite soirée que tout était directement opérationnel. Aucun accroc, aucune complexité. Une surprise, quand je compare aux soucis initialement rencontrés avec mon Ender 3, malgré sa fiabilité: difficulté à faire le niveau proprement, à comprendre pourquoi le filament “claque” dans l’extrudeur… De nombreuses heures passées avant de parvenir à des impressions convenables, sans craindre de retrouver un plat de spaghettis en guise de résultat.
 |
 |
 |
Qualité d’impression et feedback général
Au cours des dernières semaines, j’ai testé plusieurs impressions, que j’avais déjà réalisées sur l’Ender3 Pro ou la Longer Orange 10. Mes principales interrogations concernaient la simplicité d’utilisation, la qualité d’impression que je pouvais espérer et le niveau de “bidouillage” que j’allais devoir gérer au niveau du fonctionnement. Car c’est le résultat de l’impression qui m’intéresse, et pas la technologie elle-même : je n’ai pas de plaisir particulier à configurer et calibrer pour chercher la perfection. Je veux une imprimante qui fonctionne vite et bien, avec le minimum d’effort.
Sur la qualité d’impression tout d’abord : je n’ai ici que des éloges. Si ma première impression résine sur la Longer Orange 10 m’a impressionné, la même sur la Photon M3 Plus m’a décroché la mâchoire. Les photos comparatives en témoignent:
 |
 |
De gauche à droite : Photon M3 Plus (résine), Longer Orange 10 (résine), Ender 3 Pro (filament)
J’ai également testé l’impression de ce crane de Microraptor Gui selon deux angles différents sur le plateau : l’un pour optimiser la qualité d’impression, l’autre pour minimiser la visibilité des traces laissées par les supports.
 |
 |
Je ne suis pas en mesure de percevoir une différence de qualité entre ces deux impressions, si ce n’est que le modèle imprimé avec l’angle “idéal” présente des traces de supports visibles sur le dessus du crane… Je n’imprime désormais qu’en cherchant à réduire l’impact des support car je sais que la qualité sera au rendez-vous dans tous les cas.
Concernant le niveau de “bidouillage”, je suis là également très satisfait : depuis le leveling initial, je n’ai pas eu un réglage à faire. J’applique les même paramètres pour mes impressions que ceux utilisés pour l’impression de test d’Anycubic et je n’ai aucun échec à déplorer pour l’instant. Une des raisons les plus courantes est le détachement du modèle de la plaque d’impression pendant celle-ci; dans mon cas, mon soucis est plutôt la difficulté à décoller l’impression de la plaque une fois le travail terminé ! La résine utilisée y est vraisemblablement pour partie, mais la surface texturée du plateau de la Photon M3 Plus aide énormément à garantir une bonne adhésion pendant toute l’impression, même sur des modèles volumineux et lourds.
 |
 |

Crâne imprimé en deux impressions, moins de 20h au total

Visibilité des couches d’épaisseur 35µm
Les supports et l’orientation
Les supports en impression SLA sont obligatoires. On peut parfois s’en passer en FDM, en particulier si la pièce est dessinée dès sa conception pour l’impression 3D. Ce n’est, sauf exception, jamais le cas en SLA. Même un modèle géométrique, présentant des surfaces planes, ne sera pas imprimé directement sur le plateau, mais bel et bien suspendu à une petite forêt de supports. Et si votre modèle est lourd, ou si un effet de succion se met en place (modèle mal orienté, résine coincée dans un creux…), votre impression peut se détacher des supports et finir au fond de la cuve avant la fin. Nettoyage pénible garanti. Pour éviter ça, pensez à incliner vos modèles à 45°, à éviter les cuvettes pouvant piéger la résine liquide. Rajoutez des supports : mieux vaut trop de supports que pas assez . On économise plus de résine en imprimant une seule fois qu’en s’y reprenant à 3 fois car on a été trop pingre sur les supports…
Le dernier point concerne la simplicité d’utilisation : en soi, la machine est très simple à l’usage. L’interface est intuitive, les informations sont claires et distribuées là où il faut, quand il le faut. Et avec des paramètres d’impression corrects, il n’y a pas de surprise à attendre : le résultat sera à la hauteur des attentes.
Mais les nouveautés apportées par la M3 Plus viennent troubler quelque peu cette simplicité. Tout d’abord, le système d’auto-remplissage de résine n’est pas des plus clairs à la première utilisation : faut-il remplir le réservoir un minimum ? Est-ce que les contacteurs doivent tremper dans la résine par défaut ? Comment savoir s’il est actif ou non ? Au final, pour ne prendre aucun risque, j’ai rempli le réservoir manuellement, puis j’ai activé le système. Par défaut, celui-ci injecte de la résine petit à petit dans le réservoir toutes les minutes, tant que les contacteurs ne touchent pas la résine. Ce qui serait parfaitement logique… si le mouvement du plateau d’impression ne faisait pas varier ce niveau constamment. Difficile donc de savoir quand et si le système va se déclencher. Mais après de longues impressions consommatrices de grandes quantités de résine, pas de débordement ni de réservoir vide à déplorer. J’en conclus donc que le système fait son travail ! Il est très appréciable de limiter au minimum la manipulation de la résine et de ne pas s’inquiéter de la quantité de résine suffisante dans le réservoir pour terminer une longue impression.
L’autre élément venu perturber une utilisation autrement sans accroc de la machine est sa fonctionnalité connectée: Anycubic propose avec ce modèle la possibilité d’utiliser son Cloud, pour lancer et suivre ses impressions à distance, depuis son smartphone ou via le web.
 |
 |
Pour se faire, il faut connecter l’imprimante au réseau local, via Wifi ou Ethernet (simple dans les deux cas). Puis ajouter l’imprimante à votre compte Anycubic via l’application sur mobile. La version Web n’est pas disponible à l’heure où ces lignes sont écrites. Malheureusement l’application refusait d’enregistrer l’imprimante, m’indiquant que le numéro d’identification fourni par l’imprimante était invalide. Une mise à jour du firmware de l’imprimante plus tard, l’application accepte enfin le nouveau code et me permet de gérer, elle comme mes impressions, depuis l’application.
Pour lancer un travail à distance, il faut charger les fichiers préparés par le slicer sur le Cloud : ils apparaissent alors sur l’application et peuvent être lancés d’un clic. Pour les mettre en ligne on dispose de deux solutions : le portail web du Cloud Anycubic ou en passant directement via le slicer Photon Workshop proposé par la fabricant. C’est cette solution que j’ai retenue, car elle n’ajoute qu’un clic à la fin du slicing dans Photon Workshop.

Le Slicer
Sans slicer, pas d’impression : c’est le logiciel qui convertit votre modèle 3D en couches à imprimer, que ce soit via filament ou résine. Pour la Photon M3 Plus, le format du fichier n’est aujourd’hui supporté que par deux logiciels : Photon Workshop et Lychee. Si ce dernier a la préférence d’une grande partie de la communauté pour son interface et ses fonctionnalités avancées (il est parfois le seul à pouvoir corriger un fichier mal préparé par les autres), il ne permet pas d’envoyer les fichiers dans le cloud d’Anycubic. Si cette fonctionnalité vous intéresse, utiliser Photon Workshop directement vous évitera une étape supplémentaire, en particulier si vous imprimez des fichiers pre-supportés. Dans mon cas, il me fallait aussi générer les supports. S’il est possible de le faire manuellement, en cliquant là où l’on veut les générer, je n’y trouve aucun plaisir personnellement et le risque de manquer une “island” (zone non supportée qui s’effondrera et gâchera l’impression) est grand. Certains outils peuvent pallier à ce problème en vérifiant votre fichier, mais c’est là encore une étape
supplémentaire. J’utilise pour ma part la fonctionnalité de génération automatique des supports de Prusa Slicer. Très nombreux, les supports par défaut ne laissent toutefois que des marques minimes tout en maintenant suffisamment la pièce lors de l’impression. J’exporte ensuite le modèle 3D avec les supports au format STL, depuis Prusa Slicer. Ce nouveau fichier 3D est ensuite importé dans Photon Workshop pour être préparé puis envoyé sur le Cloud Anycubic.

Conclusion sur la Anycubic Photon M3 Plus
De mon point de vue de néophyte uniquement intéressé par produire des pièces de grande taille ou en grand volume, avec le meilleur ratio qualité/effort possible, je ne peux que recommander la Photon M3 Plus. Les nouveautés qu’elle apporte par rapport à son aînée la Photon Mono X 6K (Wifi & Cloud, remplissage automatique, plateau texturé…) contribuent à cette simplicité d’usage “fire and forget” qui en fait une excellente machine pour démarrer dans l’impression résine. Moins de sources d’erreurs et d’impression ratées, c’est plus de temps à consacrer sur un slicing aux petits oignons et des modèles qui finiront sur une étagère, pas dans la poubelle. A l’inverse, si vous venez d’une Photon Mono X 6K, l’upgrade est probablement moins pertinent. Les améliorations apportées n’auront qu’une influence marginale sur la qualité des impressions par rapport à la Mono X 6K (meilleure stabilité et plus de puissance UV pour la M3 Plus), et il y a fort à parier que vous n’êtes pas un néophyte si vous êtes déjà en possession d’une Mono X 6K. Il faudra vous tourner vers la M3 Max, au volume d’impression bien supérieur, pour justifier la mise-à-niveau et ouvrir de nouvelles perspectives.

La Anycubic Photon M3 Plus est proposée :
A 663.29€ sur Geekbuying avec le code GKBANY11 depuis leur stock Européen sans frais de port.
A 692€ sur la boutique Anycubic depuis leur stock de Shenzhen sans frais de port.
A 672.60€ sur Banggood depuis la Chine sans frais de port
Notes :
| 2,5€ par mois | 5€ par mois | 10€ par mois | Le montant de votre choix |














Top !
Depuis le temps que j’espérais un test d’imprimante résine pour savoir un peu comment ça fonctionnait, c’est super :-) !
Merci beaucoup à Florent et à Pierre pour cet article impeccable.
Addendum : un regret tout de même : les photos ne sont pas cliquables pour pouvoir avoir un peu plus de détails sur les images.
@McBerd: Click droit : Open image in new tab (firefox)
Attention, pas de pièces de rechanges sur le site officiel européen !
J’ai une M3 dont je suis content, mais mon FEP est abimé (suite à une mauvaise manip de ma part), et pas de pièce !!
Donc personnellement j’éviterai à votre place pour le moment.
superbe démonstration et le sujet est tres interessant, bravo à vous deux !
Merci pour le test.
Il arrive au bon moment car cela fait quelques temps que je m’intéresse à l’impression résine et j’avoue être sur le point de me laisser tenter par la Photon M3 actuellement dans les bons plans de Minimachines à 305€.
Il s’agira essentiellement de réaliser des boitiers sur mesure pour accueillir mes bricolages électroniques: synthétiseurs, lecteur multimédia, arrosage …
Éventuellement en petite série d’une dizaine de pièces max.
Mais entre l’investissement à l’achat, le faible rendement (5cm/h) et le coût assez élevé de la résine (mini 40€/kg de ce que j’ai vu), j’hésite encore.
D’autant plus que des points restent encore à éclaircir :
– quelle résistance mécanique ? Mon boîtier devra avoir des parois de 1, 2, 3, …mm ?
– la résine durcie est plutôt fragile (dure et cassante) ou plutôt ductile (vaguement mole) ?
– pour la machine à UV, je ne sais pas trop quoi prendre.
Je suis preneur de tout les bons conseils :-)
@Sebastien: Merci :-) !
J’aurais dû y penser…
Très bon article, merci à son rédacteur et à Pierre de lui avoir fait confiance :)
Merci pour ce test ;)
Des squelettes préhistoriques imprimés en 3D, je ne peux m’empêcher de penser au générique de WestWorld…
Moi aussi j’attendais un test d’imprimante à résine. C’est très instructif.
Il n’y a qu’un aspect qui n’est pas si bien couvert : l’environnement logiciel. Je dois dire que j’ai un ordinateur sous linux et linux seulement. Alors trouver un bon slicer compatible avec sa machine est encore assez galère… J’ai parfois l’impression d’avoir 20 ans de moins quand, par exemple, il fallait bidouiller pour utiliser ses différentes clés USB.
Bravo et merci
@Jean-Pierre: Tu as Cura qui est très bien s’il est compatible avec ton imprimante :)
Très bel article, bravo !
Un grand merci pour ce test instructif. J’ai aussi une ender 3 pro et je lorgne du côté de la résine.
Beaucoup de questions répondues dans ce test .. et tout autant encore en suspens. Les même que Luc ci-dessus (et manifestement les mêmes motivation s aussi: design de pièces techniques sur freecad pour besoins ‘ad hoc’, linux only chez moi)
Merci pour ce test de qualité ! J’ai lu de bout en bout, bravo.
@franck: C’est le même FEP que la Mono X, 260 x 200.